
适用物料:粮食、煤、水泥、碎矿石
价格区间:500元/米-5000元/米
处理能力:10-100t/h
产品别名:皮带提升机,皮带斗式提升机
索要优惠报价
销售热线:
13782587121


| 型号 | TD160 | TD250 | TD315 | TD400 | ||||||||||||
| 料斗形式 | Q | h | zD | Sd | Q | h | zD | Sd | Q | h | zD | Sd | Q | h | zD | Sd |
| 输送量(m3/h) | 5.4 | 9.6 | 9.6 | 16 | 12 | 22 | 23 | 35 | 17 | 30 | 25 | 40 | 24 | 46 | 41 | 66 |
| 斗宽(mm) | 160 | 250 | 315 | 400 | ||||||||||||
| 斗容(L) | 0.5 | 0.9 | 4.2 | 1.9 | 1.3 | 2.2 | 3.0 | 4.6 | 2 | 3.6 | 3.8 | 5.8 | 3.1 | 5.6 | 5.9 | 9.4 |
| 斗距(mm) | 280 | 350 | 360 | 450 | 400 | 500 | 480 | 560 | ||||||||
| 带宽(mm) | 200 | 300 | 400 | 500 | ||||||||||||
| 斗速(m/s) | 1.4 | 1.6 | 1.6 | 1.8 | ||||||||||||
| 物料量大块(mm) | 25 | 35 | 45 | 55 | ||||||||||||
| 型号 | TD500 | TD630 | TD160 | TD250 | TD350 | TD450 | ||||||||||
| 料斗形式 | Q | h | zD | Sd | h | zD | Sd | Q | S | Q | S | Q | S | Q | S | |
| 输送量(m3/h) | 38 | 70 | 58 | 92 | 85 | 89 | 142 | 4.7 | 8 | 18 | 22 | 25 | 42 | 50 | 72 | |
| 斗宽(mm) | 500 | 630 | 160 | 250 | 350 | 450 | ||||||||||
| 斗容(L) | 4.8 | 9 | 9.3 | 15 | 14 | 14.6 | 23.5 | 0.65 | 1.1 | 2.6 | 3.2 | 7 | 7.8 | 14.5 | 15 | |
| 斗距(mm) | 500 | 625 | 710 | 300 | 400 | 500 | 640 | |||||||||
| 带宽(mm) | 600 | 700 | 200 | 300 | 400 | 500 | ||||||||||
| 斗速(m/s) | 1.8 | 2 | 1 | 1.25 | 1.25 | 1.25 | ||||||||||
| 物料量大块(mm) | 60 | 70 | 25 | 35 | 45 | 55 | ||||||||||

皮带斗式提升机上常见的拉紧装置包括螺旋拉紧装置、重力拉紧装置、固定绞车拉紧装置、自动拉紧装置,各有各的优点和缺点,可以把它们分别应用于不用的不同的皮带斗式提升机上。
胶带斗式提升机主要由上部区段、传动装置、中部机壳、带斗装置、下部区段和室外检修平台组成。其结构特点如下:
(1)上部区段中的传动滚筒表面采用分片式包胶设计,并设有自动对中装置,滚筒摩擦力大,使用寿命长。
(2)传动装置由联轴器、减速机、液力耦合器和电机组成。减速机中设置了重载辅传装置,用于设备检修时的慢传动。
(3)中部机壳为双通道结构。为增加强度,每2~3节中部机壳设置一个联接框,机壳的法兰之间放置1~2mm厚的密封材料(如石棉盘根、防水粗帆布、毛毡或石棉橡胶板等),再刷上专用硅胶,螺栓拧紧时机壳端部的法兰将密封材料压紧,硅胶将缝隙填满并凝固,达到了很好的密封效果。
(4)带斗装置中的牵引件为抗撕裂型钢丝绳芯输送带。输送带上配套供应商已按设计要求打好了料斗的安装孔。
(5)下部区段张紧装置采用四连杆平衡丝杆式结构形式。设有料位计和速度传感器,用以监控提升机的运转情况。
(6)检修平台是根据业主要求配置的,按提升机的规格和传动装置的位置设计。
2 钢丝胶带斗式提升机安装调试要点
提升机结构件在工厂分段制造,现场组装调试。现场安装调试对设备的整体性能至关重要。安装时自下而上进行,顺序为:(1)下部区段(尾部);(2)中部机壳;(3)检修平台;(4)上部区段(头部);(5)传动装置;(6)带斗装置;(7)电气控制部件等。以下为安装调试的一些要点和方法:
2.1 下部区段的找正
下部区段是提升机安装的基础,必须严把质量关。将提升机下部区段安装在基础上,安上地脚螺栓,用斜垫铁找正,校平基准面,保证下部区段上法兰水平度允差不大于1/1000,调整到要求范围再进行二次灌浆。
2.2 中部壳体的安装
中部壳体可在地面和适当的平台上进行连接,一般10~15m一段进行吊装。中部机壳的连法兰之间垫入1~2mm厚的石棉盘根、防水粗帆布、毛毡或石棉橡胶板,以保证密封和法兰面的水平度。各节机壳的法兰面必须整齐,不得有明显的错位。
在机壳组装完毕后,每个通道的机壳中心线应在同一铅垂面上。提升高度H<40m时,可用铅垂线或经纬仪测量,提升高度H>40m时,应采用光学仪器测量。其累积偏差不超过表1规定的数值。
表1 中部壳体安装允差表
测量部位
允许偏差值,mm
H≤40m 40m<H<100m
现场安装时,用铅垂线测定,受风力的影响往往测不准确,可选在风力≤3级时测量,并将下端重锤浸在一油桶内,以减少铅垂线的摆动。
2.3 上部区段的找正
上部区段在工厂已全部调整到位,不允许松动各部位螺栓来调节机头水平度及垂直度,只允许在机头与平台连接处加垫片或毛毡垫来调整机头的整体水平。
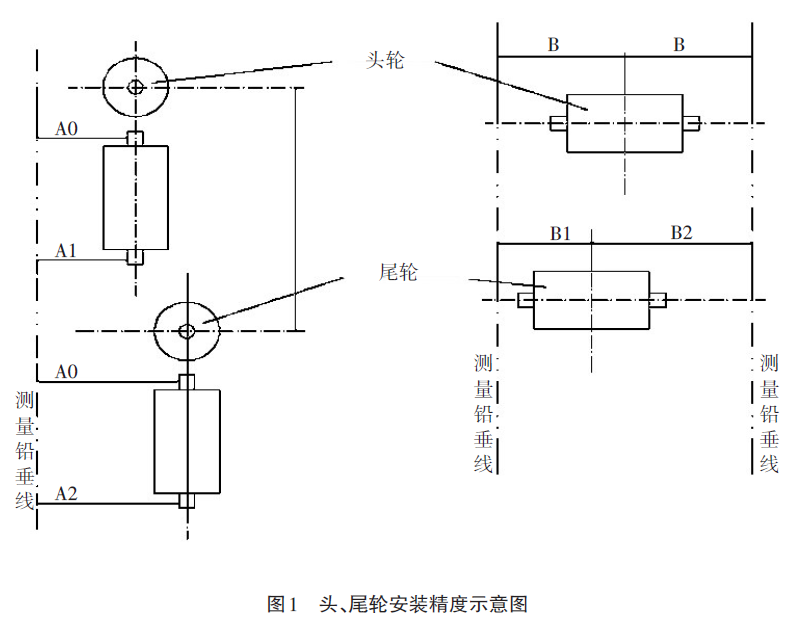
提升机全部安装完毕后,头、尾轮轴水平度允差≤0.3/1000,同时应符合图1和表2的规定。
2.4 传动装置的安装调整
传动装置是在制造厂组装成一个整体发运到现场的,由于运输途中原有精度已被破坏,安装前必须重新校正。调整时按电机、液力耦合器与减速机的说明书,用百分表和塞尺进行找正。通常液力耦合器与电机输出轴、减速机输入轴的径向跳动和轴向跳动≤0.3mm。
在传动装置与头轮轴联接时,应先确认减速机上逆止器的逆止方向与传动滚筒的旋转方向相反。通常,减速机与头轮轴的联接采用弹性柱销联轴器联接,一定要注意减速机输出轴与头轮轴的找正,安装时必须使用百分表测定,保证减速机输出轴与头轮轴的同轴度要求为≤∮0.05mm。找正结束后,若传动支架是固定在箱体上的,应将传动支架与头部箱体焊接;若传动装置另有基础,则将传动底座与基础用螺栓固定好。
2.5 导料滑板的调整
为控制物料回流,在提升机头部出料口设置了一个可调节的橡胶滑板,在料斗安装完后,调整橡胶滑板外缘使它与料斗外缘运行线之间的距离为10mm,将其紧固(见图2)。
 www.ddjw.net
www.ddjw.net
2.6 带斗装置的安装
钢丝绳芯输送带接头的连接是否牢固,对于斗式提升机的安全可靠运行是至关重要的,必须用专用带夹和专用固定螺栓严格按操作要求连接。
料斗安装方式有两种,一是在外部安装,装好后与胶带一起吊入机壳;二是先装胶带,待胶带接头装完后,再在机上装料斗。实际上大多采用第二种方式。料斗用皮带螺钉安装,安装时料斗背部衬垫5mm厚的橡胶衬垫。安装时应将胶带中抗撕裂层(有横向钢丝层)放置在靠头轮一侧,切勿装反。
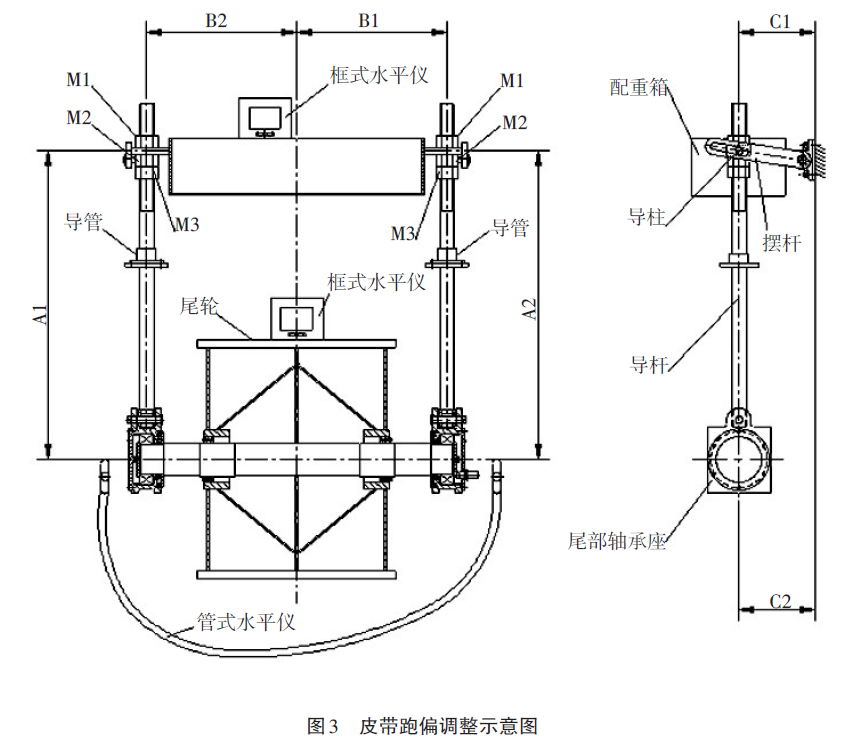
2.7 皮带跑偏的调整(见图3)
2.7.1 头尾轮轴的调整
钢丝胶带斗式提升机头尾轮轴向应保持水平状态,其水平度偏差应≤0.3/1000,同时应满足2.3规定的要求。在实际操作时,24h后应重新检查一次。我们在现场调整时出现过前后不一致的情况,经排查原因后发现是风力的影响所致,选择风力≤3级时重新调整,24h后在风力≤3级时重新检查一次,若在允差范围内,则为合格。
2.7.2 尾轮及张紧系统的平衡状态调整
(1)尾轮水平度的调整。松开两边M1螺母,以两边M3螺母与导管的相对移动调整尾轮的水平度,观察管式水平仪或框式水平仪,使其满足要求。
(2)配重箱的水平度调整。调整两边M2螺母,调整配重箱的水平度,观察配重箱上的框式水平仪,使其满足≤0.3/1000的要求。按图中位置紧固两边M1、M2、M3螺母,锁定尾轮与配重箱的相对位置。调整两边导管与导杆的导向间隙,相等后紧固导管。
(3)钢丝胶带斗式提升机试运行时胶带跑偏的调整。松开两边M1螺母,观察胶带跑偏方向,向左跑偏紧左M2螺母,向右跑偏则紧右M2螺母(理论值│A1-A2│≤0.5、│B1-B2│≤0.5、│C1-C2│≤0.5),达到理想要求后,紧固两边M1、M2、M3螺母。调整完成后,尾轮组件应能在摆杆范围内上下活动自如,尾轮转动灵活,无卡阻、刮磨现象。摆杆滑槽与导柱滑动可靠,导管导柱全程可靠。在调试过程中,经常碰到纠偏无效的情况,要冷静分析、仔细查找原因。首先重点检查尾部轴承座两侧滑槽与箱体滑轨之间的间隙是否满足要求,如有卡阻,应松开滑轨固定螺栓进行调整,满足要求后紧固螺栓,保证尾部轴承座上下滑动自如,无卡阻现象;其次检查摆杆内侧与导柱端面的间隙,不能贴紧,要保持0.5mm的间隙;再次检查配重箱是否在现场加满碎铁块后再注入混凝土,如未加满碎铁块,配重箱重量不够,将无法张紧胶带,造成纠偏无效。
2.7.3 尾轮调整无效
如果在尾轮调整范围内达不到纠偏要求,首先检查胶带接头是否符合安装要求,其次重新检查调整钢丝胶带斗式提升机头轮的水平安装,这两方面符合要求后,再调整尾轮及张紧系统,最终使胶带能正常运行。
Copyright(C) 豫ICP备18015440号
